
On large rolled stainless shells and full-penetration weldments, every check produces measured data tied to AWS D1.6 and ASME BPVC Section IX: Leica laser tracking scan-to-CAD, handheld PMI, FARO projection, and quantitative weld scanning, recorded under our ISO 9001:2015 quality system.
The Instruments Behind the Evidence
Named metrology on the floor, not a stock-photo list. Each one turns a subjective judgment into archivable, code-referenced data.

Leica AT960 + AS1-XL
Absolute laser tracker with AS1-XL scanner. Full 3D scans of large assemblies compared directly against the nominal CAD model: the whole weldment measured as built, not the handful of dimensions a tape can reach. This extends our model-based planning approach.

Handheld XRF (PMI)
A label is a claim, not a measurement: incoming XRF flagged a spool labeled 316L that tested as 308. The two look identical, but 316L filler carries 2.0 to 3.0% molybdenum (AWS A5.9) and 308 has none, so it would have passed visual and dye-penetrant inspection and pitted from the inside in chloride service. The mislabeled spool never reached a fixture, and every piece ties to its mill test report by heat number.
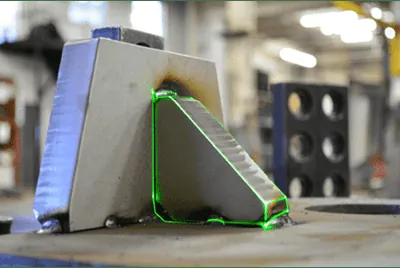
FARO Laser Projectors
CAD-based outlines thrown directly onto the work surface, guiding exact placement of brackets, nozzles, and stiffeners at fit-up. Layout comes from the model, not a tape measure and a memory of the last unit.
Servo-Robot WiKi-Scan
Non-contact 3D weld scanning measures fillet size, leg length, throat, and undercut as numbers, then grades them against AWS D1.6 and ASME BPVC Section IX for a documented pass/fail. It supplements the CWI; it does not replace the inspector.
NDE Under ASNT Level III
Ultrasonic (UT), dye-penetrant (PT), and magnetic-particle (MT) examination run in-house to the methods your drawing specifies, with radiography (RT) coordinated through a qualified NDE partner. The NDE program is directed by ASNT SNT-TC-1A Level III personnel: the level that qualifies the technique and interprets the result, not just runs the test.
Measurement Integrity
A measurement is only as good as the instrument behind it. Every inspection and measurement device follows a documented calibration schedule with traceability to NIST, as required under our ISO 9001:2015 quality system. Calibration records are part of what customer auditors review on our floor.
Unless your drawing specifies otherwise, weldment tolerances follow ISO 13920 Class B/F, with precision weldments held to Class A/E. Tighter than ISO 13920 Class A gets engineering review before we quote, not after we build.
