
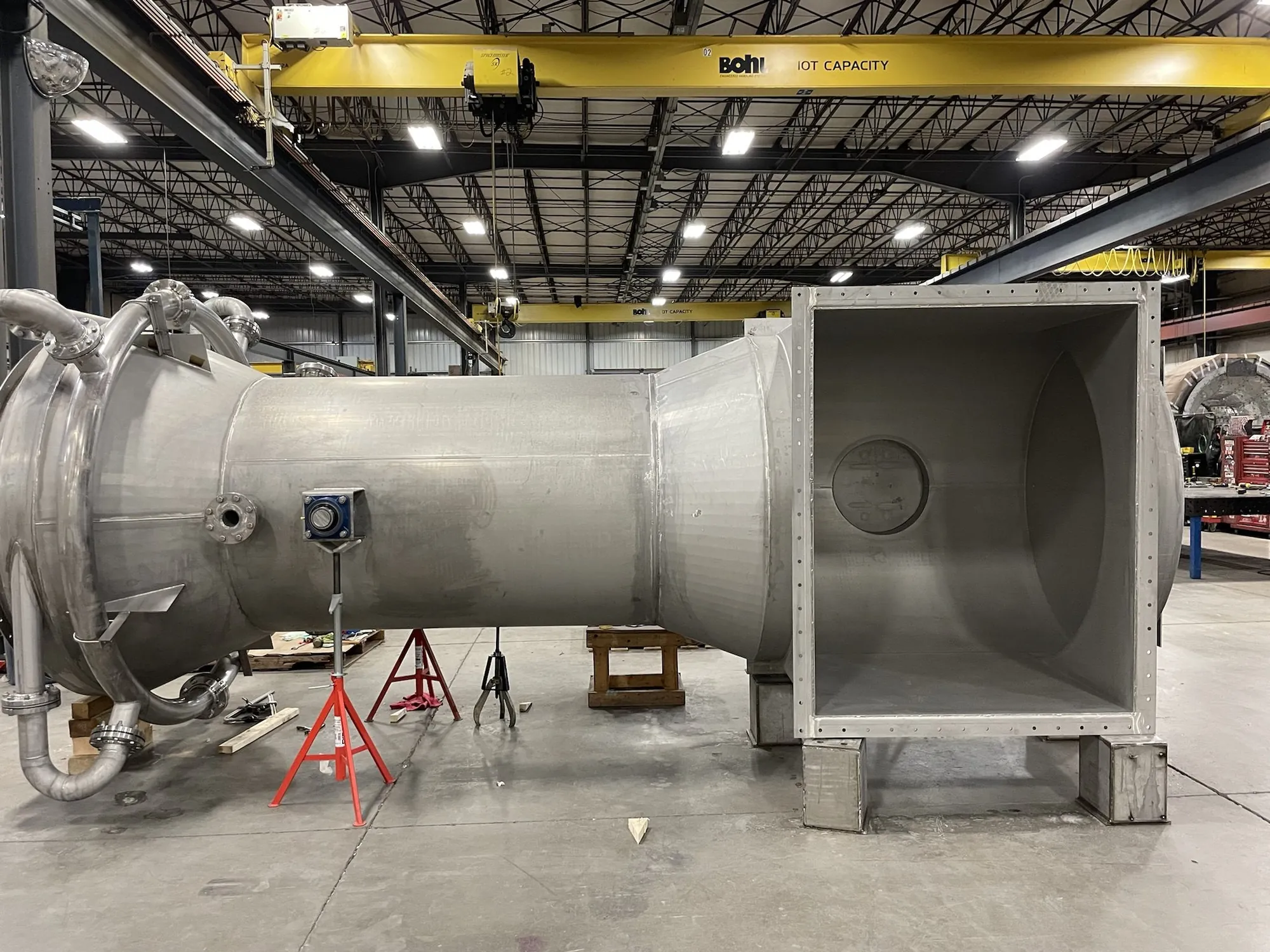
Custom stainless and high-nickel alloy equipment for air and water pollution control: scrubbers, quench vessels, stack liners, and demister housings welded to survive acid-dew-point and chloride service, then pickled and passivated in-house. We fabricate 316L, duplex 2205/2507, and Hastelloy C-276 to your spec in a dedicated stainless-only production space in Oak Harbor, Ohio.
Northern Manufacturing fabricates custom stainless steel and high-nickel alloy equipment for air and water pollution control systems. The equipment we build operates in sustained corrosive environments: acid dew-point conditions in scrubbers, chloride-laden process water in treatment systems, concentrated acid streams in oxidizer off-gas paths. Materials range from 316L for moderate corrosion through duplex 2205/2507 for chloride pitting resistance and Hastelloy C-276 for concentrated acid exposure. All work runs through our 40,000 sq ft dedicated stainless-only production space in Oak Harbor, Ohio.
60+ AWS-certified welders. ISO 9001:2015 certified (AVU Registrations). ASME BPVC Section IX qualified welding procedures for austenitic (P8), duplex (P10H), and nickel alloy (P43) base metals. CWI on staff. In-house pickling and passivation per ASTM A380/A967.
Equipment We Build for Pollution Control

Wet Scrubbers & Packed-Bed Absorbers
Gas-contact vessels where the internal surfaces face some of the most aggressive chemical conditions in any plant. Weld integrity and a properly restored passive layer separate equipment that performs from equipment that corrodes through in two years.
Quench Vessels & Oxidizer Components
Process vessels and heat exchangers for thermal oxidizer and RTO systems, where rapid temperature cycling and acid condensation attack conventional materials.

Stack Liners & Ductwork
Stainless and alloy liners for exhaust stacks exposed to acid dew-point conditions. Weld integrity and passivation determine whether a liner lasts a decade or a year.

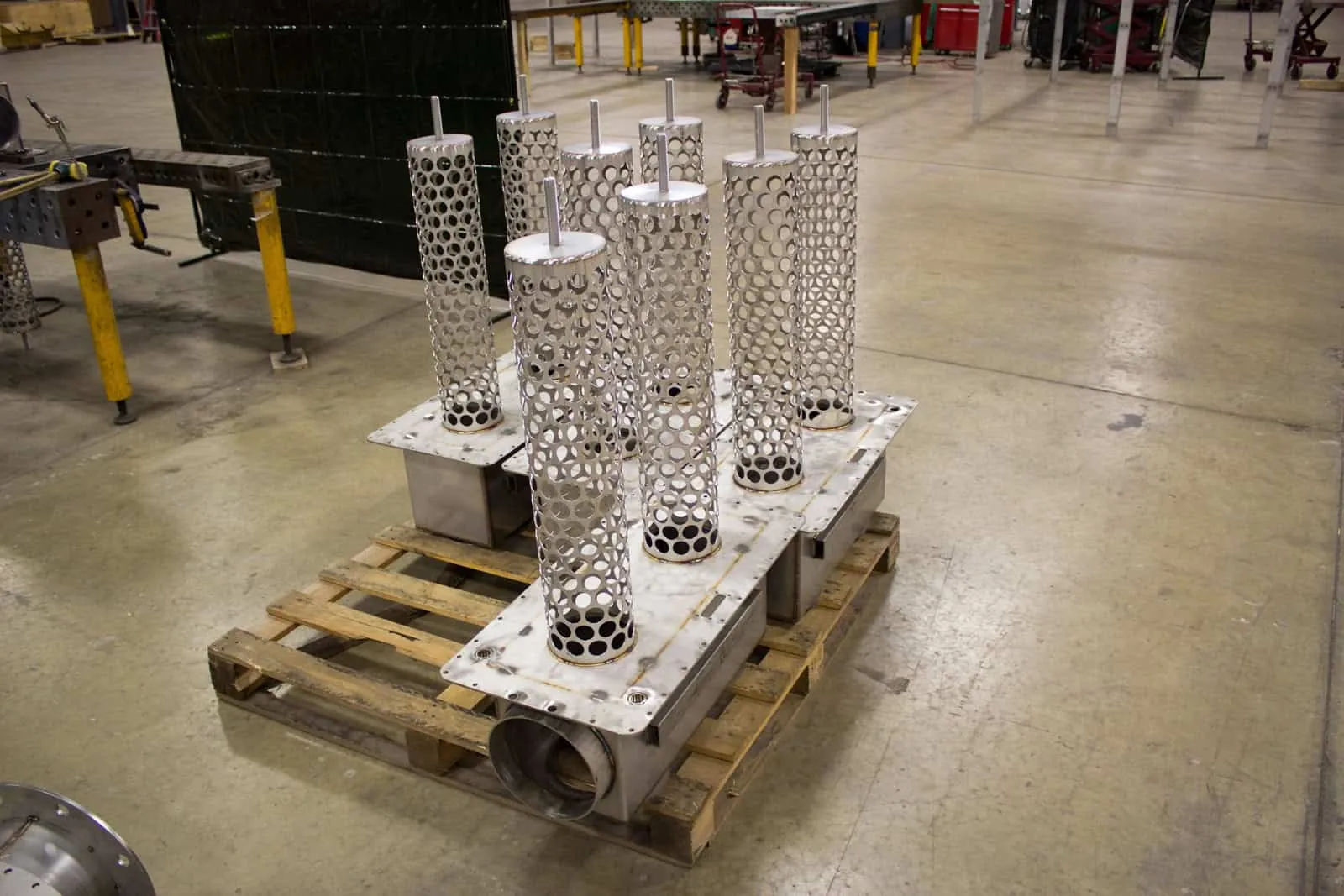
Demister Housings & Mist Eliminators
Structural housings for mist-elimination systems in corrosive gas paths.

Filter Housings & Dust Collector Components
Hoppers, support structures, and housings for particulate control systems in corrosive atmospheres.

Process Piping & Chemical Feed Systems
Pipe spools, manifolds, and distribution headers in alloys matched to the process chemistry.
Fabricating the Alloys Corrosive Service Demands
Your spec calls the alloy for the corrosion mechanism; we fabricate it without compromising that resistance. The grades pollution control relies on, and the welding each demands, track three failure modes we control for. Chloride stress corrosion cracking (SCC): Standard 304 and even 316L can crack in chloride environments at elevated temperatures. Duplex 2205 resists SCC at chloride levels where austenitic grades fail. Acid attack: Concentrated sulfuric, hydrochloric, and hydrofluoric acids require alloys engineered specifically for those chemistries. Hastelloy C-276 resists both oxidizing and reducing acids across a wide temperature range. Pitting and crevice corrosion: Targets weld zones, gasket surfaces, and any geometry that traps stagnant fluid. Duplex 2507 and AL-6XN provide superior pitting resistance in warm chloride environments.

| Grade | Primary corrosion resistance | Typical pollution control use |
|---|---|---|
| 316L | General corrosion, moderate chloride | Structural supports, mild scrubber service |
| Duplex 2205 | Chloride SCC, moderate pitting | Scrubber vessels, wastewater treatment, chemical tanks |
| Duplex 2507 | Severe chloride pitting, hot seawater | Flue-gas desulfurization, high-chloride condensate |
| Hastelloy C-276 | Concentrated acids, wet chlorine gas | Oxidizer off-gas, acid-recovery systems |
| AL-6XN | Warm chloride pitting, wet-acid service | Wet ESP collectors, scrubber internals |
Welding in Corrosive Service
Every weld in pollution control equipment is a potential failure point. The heat-affected zone has different metallurgy than the base metal, and in corrosive service, that difference becomes a corrosion pathway.
Northern qualifies welding procedures per ASME BPVC Section IX for each alloy family. For duplex grades, we control interpass temperature and verify ferrite content on production weldments. For nickel alloys, we use low-heat-input GTAW with matching filler to prevent hot cracking and maintain corrosion resistance across the weld.
Wet Electrostatic Precipitator Components
Wet ESP collecting structures are large, thin-walled, and unforgiving. Built in AL-6XN or Hastelloy C-276 for wet-chloride and acid service, a multi-row collector has to hold each row straight within a fraction of an inch, and the tolerance stacks from the bottom row up. Drift in the first row carries into every row above it, so straightness is an engineering parameter set before the first arc, not a number checked at the end.
We hold heat input controlled so the super-austenitic plate keeps its geometry while the structure goes together, with weld controls and PMI traceability matched to the alloy. Welded to ASME BPVC Section IX qualified procedures. See how we held every collector row straight on a multi-row precipitator.

