Northern Manufacturing operates a 55-foot drive-in spray pickling and passivation booth at our Oak Harbor, Ohio facility. Every pickle and passivation pass runs inside our 40,000 sq ft stainless-only production space, with in-house chemistry, ASTM A380-compliant spray process, and ASTM A967 Practice D copper sulfate verification on the finished surface. Assemblies up to 55 feet long drive in and pickle in a single pass. Carbon and aluminum work runs in separate bays, so free-iron transfer stays off the stainless side.
ISO 9001:2015 certified by AVU Registrations (IAS-accredited, certificate #00157-4). AWS Certified Welding Inspector (CWI) on staff. ASNT SNT-TC-1A Level III NDE capability in-house. Pickling and passivation run as a finishing step on work we fabricated, or as a standalone service on customer-supplied assemblies that need post-fab surface restoration.
Why Post-Fabrication Chemistry Matters
The corrosion resistance you paid for is on the surface. The chromium-oxide passive layer that keeps 316L from rusting is about two to three nanometers thick and sensitive to every step after the mill. Welding, grinding, forming, and even carbon-steel tool contact damage it in ways that rinse-and-wipe cleaning cannot fix.

Heat Tint and Chromium Depletion
Welding heat drives chromium out of the surface layer near every weld. The visible blue-to-straw oxide is only the top of the problem. Underneath that oxide sits a chromium-depleted layer where the surface chemistry no longer meets 316L spec. Buffed or brushed stainless looks restored but can still be below passive. ASTM A380 spray pickling strips both the oxide and the depleted layer in one chemistry, exposing fresh base metal ready for passivation. One weld deposit the chemistry leaves alone is the silica island from GMAW welding; we cover why passivation doesn’t remove silica islands and what the codes say about them in a separate guide.
Free-Iron Contamination
Any carbon-steel contact leaves embedded iron particles on the surface. Grinding wheels run on carbon and then used on stainless, flap discs shared across alloys, fixtures with unprotected carbon pads, and walk-through carbon dust from adjacent bays are the usual sources. The iron particles pit on their own schedule in service and seed localized corrosion in the stainless around them. Our dedicated stainless-only production space keeps carbon tooling out of the pickling workflow; the chemistry then removes any residual iron that upstream handling introduced.
Organic Residue
Cutting oil, paint marker, layout ink, anti-spatter, and hand grease all sit on the surface after fabrication. Organics under passivation chemistry interfere with the oxide layer and cause uneven film formation. Pre-treatment degrease and A380 pickling both address this; a passivation-only service on visibly marked parts is not a substitute.
Three Approaches, One Right Answer Per Job
Not every stainless assembly needs a full spray pickle. The cleaning method is chosen against the service environment and the spec, not by default. The table below is how we scope the work during quote review.
| Method | What it cleans | When it fits |
|---|---|---|
| Mechanical grind / blast | Visible oxide and dirt | Structural or cosmetic work where corrosion resistance is not a design driver. |
| Local acid wash | HAZ iron and oxide, one weld at a time | Assemblies with clean base metal and narrow contamination; touch-up work. |
| Electropolishing | Oxides and the depleted layer; also smooths the surface | Parts small enough for a tank; large weldments get local weld-zone treatment. |
| Full spray pickle + A967 | Entire wetted surface: oils, oxides, iron, depleted | Food, pharma, clarifier, wastewater, process, and any A380 wetted-surface spec. |
Mechanical grinding alone is where most corrosion failures start. It looks right, scans clean visually, and leaves the chromium-depleted layer sitting a few microns under a polished surface. When the spec calls for a wetted-surface corrosion-resistance guarantee, mechanical cleaning is a prep step, not a finish step.
Where Electropolishing Fits
Electropolishing earns its reputation. It removes weld oxides and the chromium-depleted layer, and it leaves a smoother surface behind, which improves corrosion resistance further. On small parts that fit in an electropolishing tank, it is an excellent finish.
| Electropolishing | Spray pickling + A967 passivation | |
|---|---|---|
| Oxide and depleted-layer removal | Yes | Yes |
| Coverage on large weldments | Weld zones only (tank size limits the process) | Entire wetted surface in one pass |
| Best fit | Parts small enough for a tank | Tanks, frames, and A380 wetted-surface specs |
The limit is size. Most large welded assemblies will not fit in any electropolishing tank, so on tanks, frames, and clarifier-scale work the process becomes local electrochemical cleaning of the weld zones. That fully repairs the welded areas but leaves the rest of the surface untreated: embedded iron from handling, grinding, and shop contact stays where it is. Spray pickling and passivation treats the entire wetted surface in one pass, which is why it is the default on large assemblies where the corrosion-resistance spec covers more than the welds. When a drawing calls for electropolishing on a part that fits a tank, we say so and scope accordingly during quote review.
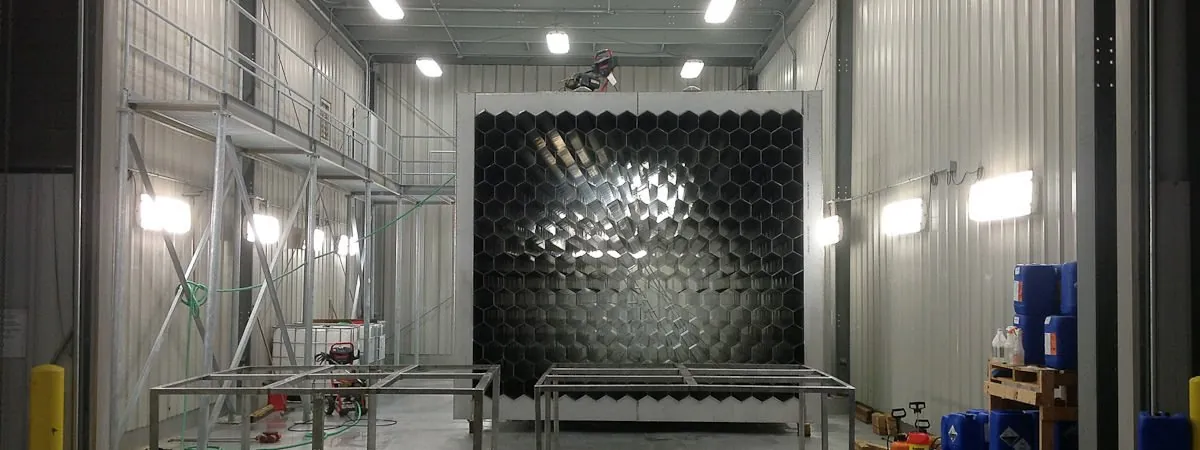
What the 55-Foot Booth Covers
The booth was built to run tank sections, clarifier rakes, architectural cladding, and structural stainless frames at full assembly size. Drive-in access means most assemblies go in whole rather than disassembled, which protects fit-up tolerances and keeps the quality record against the as-built weldment.

Inside the 55-foot drive-in spray pickling booth: a welded stainless steel tube assembly staged for ASTM A380 spray treatment.

- Envelope. 55 ft long with drive-in access, so full tank sections, structural frames, and clarifier rakes go in whole.
- Longer work. Our 100-foot stainless trough was pickled in two overlapping passes with a documented pass overlap, so single-booth-length is a preference and not a cap.
- Heavy work. Foundation loads support the weight of full stainless tanks, structural frames, and heavy welded assemblies that could not be lowered into an immersion tank.
- Precision work. Masking, post-chemistry rinse, and drying inside the booth; parts do not leave the stainless-only side until they are fully passivated and logged.
ASTM A380 Chemistry, ASTM A967 Verification
Every pickling and passivation run is specified against ASTM A380 for the cleaning side and ASTM A967 for the passivation side. Chemistry is mixed in-house, dwell times are logged against the part, and spent solution is neutralized and disposed per regulated-waste rules.
| Step | Standard | What we run |
|---|---|---|
| Degrease | ASTM A380 §7.2 | Solvent wipe and water-soluble degreaser on oily surfaces |
| Spray pickle | ASTM A380 §7.3 | Nitric-HF chemistry for austenitic and duplex |
| Rinse | ASTM A380 §8.2 | Potable water with conductivity check |
| Passivate | ASTM A967 | Nitric or citric chemistry per customer spec, per A967 |
| Final rinse | ASTM A967 | Potable water, pH return to neutral confirmed |
| Verification | ASTM A967 Practice D (copper sulfate) | Copper sulfate test, 6-minute dwell, no copper plating |
Citric passivation per A967 is the default for food, dairy, and pharma work. Nitric passivation per A967 is the default for duplex and heavy-section work where the spec calls for it. Either chemistry is available; the drawing drives the choice. Specific A967 chemistry designation (Nitric 1-5, Citric 1-5) is selected during quote review against the customer specification.
For the metallurgy behind these steps (heat tint, chromium depletion, and how A380 and A967 divide the work between procedure and proof), read our engineering deep dive: A Deep Dive into Pickling and Passivation (ASTM A380).
Documentation for Your Passivated Assembly
We can provide the documentation your specification and purchase order require:
- Material Test Reports (MTRs) traced by heat number, carried over from fabrication
- Pickling and passivation certificate referencing ASTM A380 and A967 with the chemistry and dwell times used on this lot
- Copper sulfate verification records per A967 Practice D, logged by lot and serial
- Ferroxyl test results per ASTM A380 on critical-service work when specified
- Masking and exclusion notes identifying any features that were protected from chemistry (threaded holes, signal-grade seats, stamped identifiers)
- Weld maps and NDE reports carried forward from the welding package
- Certificate of Conformance (CoC) to the purchase order
Audit-ready for food, pharma, water, wastewater, and regulated-service work. If the spec calls out a method we have not listed here, our quality department will scope it against A380 and A967 during quote review.


